















| 表面粗糙度 | 0.19um |
|---|---|
| 产地 | 日本 |
| 产品认证 | CE |
| 承重 | 500kg |
| 工作台面尺寸 | 626×441mm |
| 加工精度 | 精加工 |
| 加工速度 | 330mm2/min 0.30丝 SKD11/60mm |
| 控制系统 | 日本原产FANUC Series 31i-WB |
| 售后服务 | 质保三年 |
| 输入电压 | 200 |
| 执行标准 | 日规 |
| 锥度 | ±30°/80mm |
| 适用行业 | 航空 |
| 工作油糟尺寸 | 930*830*450mm |
| Z轴行程 | 255mm |
| 品牌 | Fanuc/发那科 |
| 型号 | α-C400iB |
| 控制箱重量 | 300kg |
| 控制箱装箱尺寸 | 780X1050X1910mm |
| 走丝速度 | 15 M/min |
| 切割厚度 | 250mm |
| 工作台行程 | 400*300 |
| 加工电流 | 30A |
| 切割斜度/工件厚度 | ±30°/80mm |
一、设备的型号、规格、参数及性能
1、设备的主要技术参数:
| 设备型号 | α-C400iB | α-C600iB | α-C800iB | |
| 设备规格 | 400mm×300mm | 600mm×400mm | 800mm×600mm | |
| 工作台 | 尺寸 | 626mm×441mm | 898mm×620mm | 1132mm×820mm |
| 承载 | 500Kg | 1000Kg | 2000Kg | |
| 行程 | X轴 | 400mm | 600mm | 800mm |
| Y轴 | 300mm | 400mm | 600mm | |
| Z轴 | 255mm | 310mm | 310mm | |
| 斜度 | ±30°/80mm | ±30°/150mm | ±30°/150mm | |
| 辅助行程 | U轴 | ±60mm | ±100mm | ±100mm |
| V轴 | ±60mm | ±100mm | ±100mm | |
2、设备的主要技术参
(A) 切割效率:330mm2/min
(B) 机床消耗功率:13KVA ;
(C) 电极丝直径:Ф0.10~Ф0.30mm;
(D) 走丝速度:<15 M/min ;
(E) 粗糙度:Ra≤0.19μm;
(F) 精度(按JIS标准):
X轴的定位精度:±0.005mm ;
X轴的重复定位精度:±0.002mm ;
Y轴的定位精度:±0.005mm ;
Y轴的重复定位精度:±0.002mm ;
U、V轴的定位精度:±0.005mm ;
U、V轴的重复定位精度:±0.003mm ;
(G) 高速自动穿线AWF功能(10秒循环,0.10细线可自动穿线)
上述精度指标的校准已在日本工厂完成,以日本工厂出具的出厂精度报告为准。
日本发那科自1975年开始生产慢走丝电火花线切割机以来,经过数十年不间断的技术更新,FANUC已成为世界先进线切割机床生产厂家之一。ROBOCUT慢走丝线切割机以高速度、高精度、高可靠性、低成本维护及智能化享誉业内,被广泛应用于模具,医疗和超硬材料制造行业,在日本、欧美、东南亚具有很高的市场占有率。
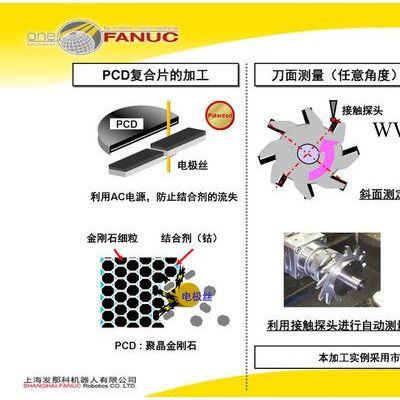
FANUC ROBOCUT电火花切割机经过经40年不间断的技术革新,如今已被广泛应用于模具加工。PCD刀具加工。铜工电极加工,石墨加工,医疗部品等各类零部件加工。在国际展会上,FANUC发那科慢走丝重点展示ROBOCUT的PCD刀具加工和汽车部件模具的加工。FANUC ROBOCUT可搭载两个FANUC CCR高精密度全防水伺服转台,利用测量探头对PCD表面形状的测定,实现PCD刀具的高效加工;通过FANUC系统的Core Joint(和新联合)功能,准确保证铜丝中心位置,通过AWF2功能,实现锥度加工情况下的自动穿丝功能,从而保证汽车部件模具的加工精度。
