



材质:金刚石
产地:河南郑州
起订:5片
供应:1000片
发货:10天内
| 材质 | 金刚石 |
|---|---|
| 产地 | 河南郑州 |
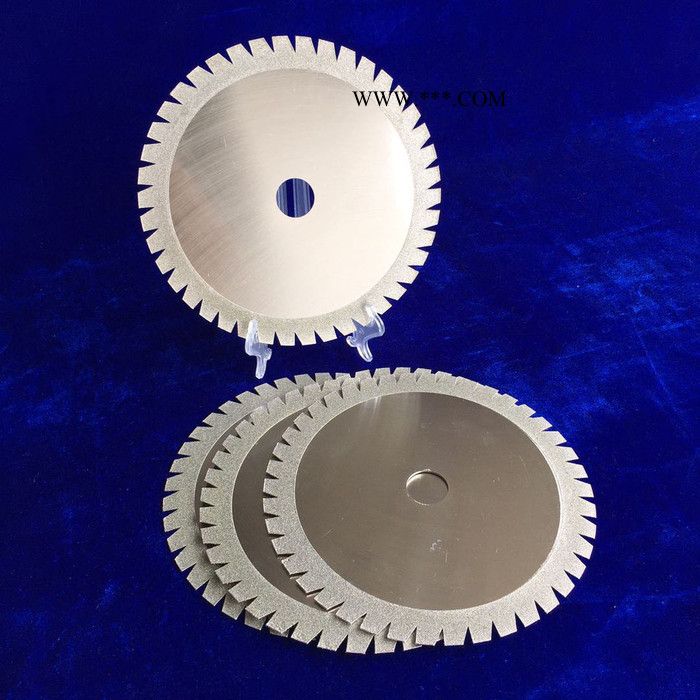
| 规格 | 250*1.2*32 |
| 类型 | 外圆磨砂轮 |
| 适用范围 | 汽车密封条 |
| 外径 | 250 |
| 用途 | 汽车密封条 |
| 品牌 | 科美 |
| 型号 | 250*1.2*32 |
| 加工定制 | 是 |
科美250/1.2/32 带齿锯片 电镀金刚石切割片厂家 密封条专用锯片13283803553
使用超硬磨料磨具对磨削液的选择
超硬磨料导热系数高,传入磨具中的热量比普通磨具多,便使磨具温度上升较快,对
磨削效果能产生严重影响。采用磨削液,有利于提高加工质量,防止磨具堵塞,延长使用寿命。因而超硬磨料蘑真使用时,在条件允许的情况下,应当尽量选择磨削液。
超硬磨料磨具工作表面组织致密,气孔很少,有的甚至无气孔,在磨削过程中极易堵
塞。所以,要求磨削液具有很好的浸润性和清洗性,黏度小,以及时冲洗粘在磨具表面的磨屑,保证磨削过程的正常进行。至于对磨削液的其他要求和普通磨料磨具一样。
选择磨削液时要考虑工件材料的性质。工件材料硬度越高,要求磨削液的润滑性越
好。因此,常在磨削液中增加表面活性物质的含量。工件材料导热性差,则磨削液要有
较好的冷却性能,同时,其形成的润滑膜要有较高的耐热强度。
选择磨削液时还要考虑磨具特性条件。金刚石磨具在磨削硬质合金、钢结硬质合金
时,采用的磨削液有轻质矿物油(如煤油、低号机油和汽油等)、苏打水(不适用树脂结合剂)及各种水溶性磨削液,磨非金属材料时,常采用水做磨削液,但立方氮化硼磨具在高温下易与水发生化学反应。所以,使用立方氮化硼时,一般不采用水做磨削液,而用轻质矿物油(如煤油、轻柴油)才能获得良好的磨削效果。当必须采用水溶液时,则应加人极压添加剂以减弱水解作用。
超硬磨料磨具的修整,除采用普通磨具的修整方法之外,还可以采用多种专用于超
硬磨料磨具的修整方法,内容详见第七章。
3.使用超硬磨料磨具时对机床的要求
使用超硬磨料磨具时,与普通磨料磨具相比,要求有更高的加工稳定性。为此,要求
(1)砂轮主轴精度须高于使用普通磨料磨具的机床。一般要求轴向窜动量控制在
0.005mm以内,径向振摆控制在0.01 mm以内。
(2)机床必须有足够的刚性,一般要求比普通机床高50%左右。
(3)机床的密封性能必须良好,尤其是头架主轴和轴承部分,必须有很可靠的密封。
(4)机床进给机构的精度要高,应保证准确均匀地送进,操作方便,有0.005mm/行
(5)磨削液供给系统需保证供给的磨削液有足够流量和压力。
(6)机床应有防振措施。
4.使用超硬磨料磨具时的其他注意事项
(1)为减少磨具的非工作损耗,节省拆装时间,每片磨具应配备专用法兰盘。在安装
上法兰盘时应尽可能对中,控制其径向跳动在0.03mm以内。
(2)磨具在出厂和使用前应进行多次动静平衡检查,以保证磨具在加工中运转平稳。
(3)树脂结合剂磨具保存时间不宜过长,以避免其老化。
(4)磨具在搬运和存放时要多加小心,不许碰撞,以免损坏。也不应接触腐蚀性气
体、液体,不宜接触高温,以免降低强度。




